Case Histories
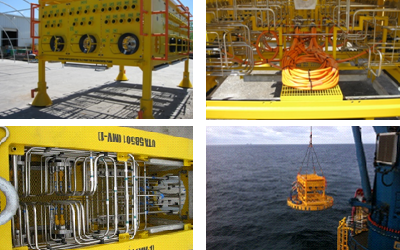
SUBSEA DISTRIBUTION SYSTEM
PROTEC was contracted by a major oilfield service and supply company to manufacture the Subsea Umbilical Termination Assemblies (SUTA) and the Subsea Distribution Units...
INTERVENTION RISER SYSTEM (IRS) HPU
PROTEC was contracted by a globally recognized oilfield service and supply company to design, manufacture and test an offshore IRS HPU. The HPU had to meet IEC 60079...

IWOCS HPU
A leading manufacturer of subsea trees contracted PROTEC to design, manufacture and test an air driven IWOCS HPU to be incorporated into their installation work over...
PRODUCTION HPU
PROTEC was asked by a major oilfield service and supply company to design, manufacture and test a production HPU for deep offshore West Africa in accordance with the...

HULL BALLAST CONTROL SYSTEM
PROTEC was contracted to provide the hull ballast control system for the world’s largest semi-submersible production platform. The platform load varies as production...

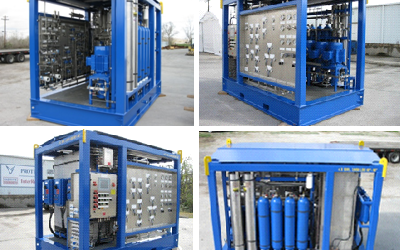
HPU – FOR HULL BALLAST CONTROL SYSTEM
Qty 2 HPU. The HPU was designed for oil hydraulics with dual motor lead/lag 250 gallon 316l tank. Level and pressure controllers and appropriate filtration with Hart...
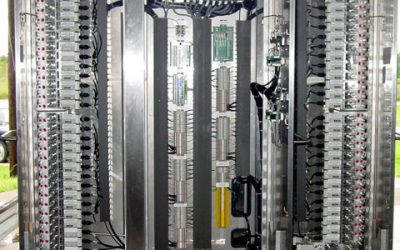
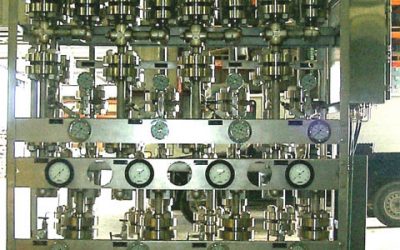
SOLENOID PANEL – FOR HULL BALLAST CONTROL SYSTEM
Qty 2 Solenoid Panels. 248 circuit hydraulic pilot solenoid control with circuit pressure indicators, multiple port output, PLC control, manual control, and provision...

ACCUMULATOR BANKS – FOR HULL BALLAST CONTROL SYSTEM
• 2 units with 9 ea 15 gallon accumulator banks 3000 psi Top repairable SS pre-charge 900 psi for reserve hydraulic supply with integral block and bleed and USCG top...

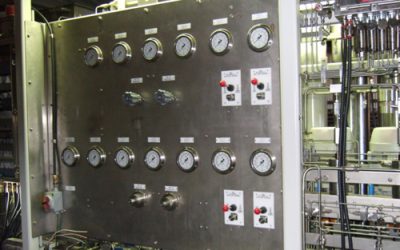
SMART HPU – SURFACE HYDRAULIC CONTROL SYSTEM
PROTEC was provided with a general idea and asked to design and produce a Smart HPU with the ability to supply 10,000 psi control fluid distributed to a 5 output...
TUTA – TOPSIDES UMBILICAL TERMINATION ASSEMBLY
A major oil company along with a major engineering company contracted PROTEC to manufacture a TUTA for methanol injection, chemical injection and hydraulic supply. The...

GROUND WATER REMEDIATION SEPARATOR SYSTEM AND WELL FIELD
PROTEC was provided a design for a contaminated ground water separation system. The skid measured in at 16’ wide by 35’ long by 18’ tall and weighed in at approximately...

ECRS – ENVIRONMENTAL CONTROLLED RELEASE SYSTEM
A major university and the DOD wanted to develop a way to simulate conditions that might exist in an environmental remediation location such as a “Superfund site” or...
